
主机;含机架、底座、胶辊、传动系统等。铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。钢筋笼绕筋机,主要由小车部分(包含钢筋承接圆盘、防线调直器、轨道)、动力柜(数控记忆作业参数)、传动结构(电机、滚笼支架)组成。主要适用于高层建筑、高速公路、高速铁路、大型桥梁等大型工程混凝土结构内主骨架钢筋的弯曲加工。特点:1.速度快:待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2.:机械化作业不受人为因素影响,长时间工作可不变。3.适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。4.转运便捷:组合式设计使搬运、安装、生产等不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机业。5.流水线形式:施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋施焊等全部。6.采用螺纹连接技术可,帮助钢筋笼分解、安装速度。
这种情况就会直接导致梁柱墙体要承受更大的建筑压力,此时,就算钢筋牢固,能承受住建筑产生的拉力,但混凝土的受力不均匀就会遭到破坏,有空洞的地方就非常容易出现破损,墙壁就会出现破洞,而且破洞会因为压力破坏朝四处蔓延,这样,要不了多久,房屋的墙壁就会出现大面的破损,整个房屋建筑就会成为危房了。房屋建筑钢筋放得过多,还会产生另一种现象,那就是钢筋放多了,在承受压力时,因为钢筋数量多,压力被分散,钢筋的受拉没有达到让钢筋屈服的强度,但混凝土所承受的压力已经达到了极限值,这两种建筑材料的受力不均衡,就会让混凝土的牢固性受损,房屋出现脆性破坏。也就是说,从外表看,房屋可能是好好的,没有任何破损的情况下,但房屋的牢固性已经被破坏了,可以在毫无征兆的情况下,突然倒塌。钢筋不能放太多,这很容易造成危险,而钢筋更不能放得少,这对于建筑的坚固性更容易造成破坏。因为钢筋数量不足,那么房屋的梁柱承受的压力就会增大,这样导致的直接后果就是混泥土出现开裂,而钢筋因为数量不足,也难以承受突然加大的拉力,这就会导致钢筋受拉断裂。而如果钢筋放的量适中,虽然也会因为其他原因导致出现一些事故,但在墙体承受不住压力时,墙面、梁柱不会出现突然断裂的情况,而是慢慢开裂,现有裂缝,然后再出现断裂,这期间有一个延时的过程,而这个过程可以让检验人员在进行质量检验时,及时发现问题,并进行紧急处理。钢筋的净距:两根钢筋之间的距离用@表示,指的是轴心距离即中心点之间的距离,那么净距就是这两根钢筋表面到表面的近距离。净距在平面制图中,有着广泛的用途,某些材料和构件,必须要用净距才能表达清楚。绕筋机
巴中数控钢筋笼绕笼机口碑评价 <巴中>建贸机械设备有限公司


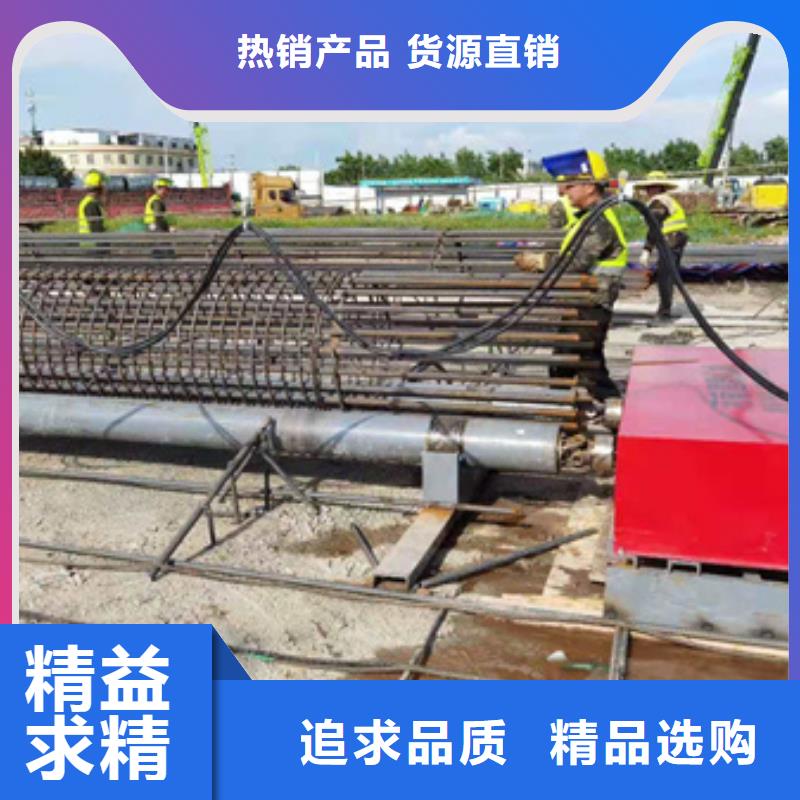
4、钢筋滚笼机,依据设计方案间隔调节主筋部位,箍筋根据在成形机中键入的间隔,全自动缠绕;箍筋与主筋的联接,选用二氧化碳维护电焊焊接(别名二保焊)红梅花形碰焊,降低焊穿,确保联接品质。5、每节灌注桩制做进行后,下节灌注桩在成形机上开展组拼,组拼及格后吊离上每节灌注桩,确保两节灌注桩的连接精密度。6、生产加工好的灌注桩在储放区运送至灌注桩储放区,设定契形马镫固定不动两边,避免钢筋翻转。7、将制做好的灌注桩在储放居民区进行耳筋混泥土水泥垫块安裝,符合要求后,由新项目初入职场专业技术人员开展自查,确定考虑标准规定后报检并悬架灌注桩标志牌,标明工程施工位置、生产加工時间、分节总数及单节长短等。8、灌注桩安裝检验前,依据工程图纸工程施工规定在灌注桩上捆扎上,供中后期桩体质量检验用。声测管和袖阀管在安裝时,应按有关规定开展安裝。绕筋机9、新项目质量检验技术工程师收到报检后,对灌注桩生产加工品质开展工程验收,考虑设计标准规定后在灌注桩标志牌上签名确定,一起必须监理工程师工程验收及格后在灌注桩标志牌上签名确定。
<巴中>建贸机械设备有限公司 巴中数控钢筋笼绕笼机口碑评价 jmc钢筋笼绕筋机的使用说明1.备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。2.焊完一节主、箍筋,低速转动胶辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。3.圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。4.调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。河南建贸机械设备有限公司生产设备齐全,技术力量雄厚,具有完善的计量检测装备,对产品进行全严格的控制。公司拥有一支专业的售后服务队伍。各施工单位客户的一致好评。 欢迎新老客户订购!

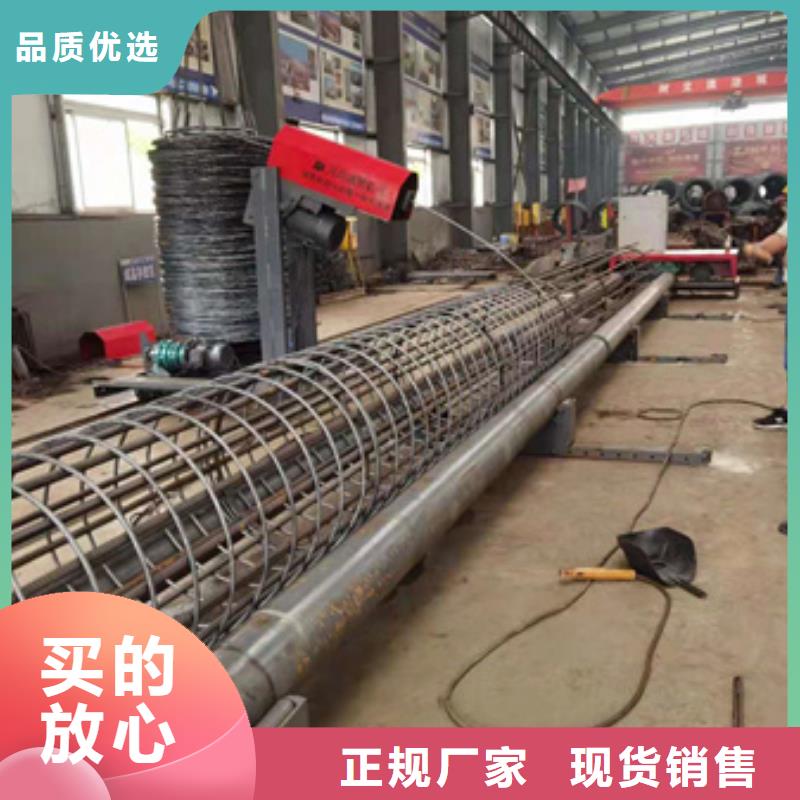
传统制作钢筋笼 尺寸误差偏大;钢筋缠绕不紧,钢筋笼整体松散;内加强筋焊接产生热变形,从而导致钢 筋笼变形;特别是10mm以上绕筋较密时,人工更难保证质量。 传统制作钢筋笼 尺寸误差偏大;钢筋缠绕不紧,钢筋笼整体松散;内加强筋焊接产生热变形,从而导致钢 筋笼变形;特别是10mm以上绕筋较密时,人工更难保证质量。钢筋笼滚焊机技术参数:◆设备分1250MM、1500MM、2000MM、2500MM等型号,14M、18M、22M、27M四种规格;一次性可以成型14米(含错位部分)、18米、22M或7M的钢筋笼;◆设备分1250MM、1500MM、2000MM、2500MM等型号,14M、18M、22M、27M四种规格;一次性可以成型14米(含错位部分)、18米、22M或7M的钢筋笼;◆主筋Φ12~40mm,箍筋Φ5~16mm(盘筋直接作业),绕筋间距范围:50~450mm可任意调整;引进欧洲技术,生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要5-6人,做出来的笼子,间距均匀,焊点饱满、牢固,笼子不散架,基本实现监理。◆功率:1500型以下设备13KW(含上料机构),2000以上型号设备20KW;A.标准化制作钢筋笼间距均匀,精度高;机械旋转,盘筋与主筋缠绕紧密;先成型后加内加强筋,确保钢筋笼同心度。B.传统制作钢筋笼尺寸误差偏大;钢筋缠绕不紧,钢筋笼整体松散;内加强筋焊接产生热变形,从而导致钢筋笼变形;特别是10mm以上绕筋较密时,人工更难保证质量。C.相同条件下,绕筋机标准化制作钢筋笼是传统制作产量的3-4倍。D.相同任务量时,标准化制作可节省人工3/4。钢筋笼机械化加工场筹建指南:A.场地对于标准型设备,加工区占地面积至少30米x50米,地面需硬化平整;原材料区另计;成品笼子和钢筋原料的装卸需吊装设施;如设备加长,场地相应加长。A.场地对于标准型设备,加工区占地面积至少30米x50米,地面需硬化平整;原材料区另计;成品笼子和钢筋原料的装卸需吊装设施;如设备加长,场地相应加长。B.人员5-7人/班,工期紧时,可分两班。C.耗材CO2气体、焊丝、焊条等就近定点采购。D.机具除主设备滚焊机外,还需准备切断机1台、对焊机2台以上、连接设备1台以上。.电力全部机具总功率约50KW.